- Home
- About Us
- Machines
- Cups & Containers
- Support
- Contact Us
- Customer Portal
Service Bulletin: SB 192.4
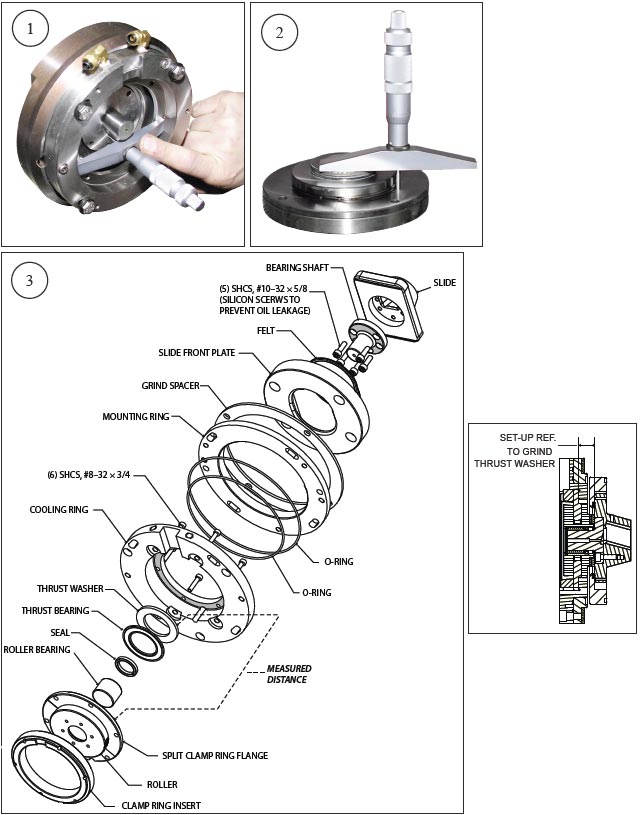
Subject: Thrust Bearing, Split Flange, Ramp Style Bottom Finish Tooling
Recommendations:
Click here to view SB 192.4 PDF
PMC, in a continuing effort to engineer an improved product, is pleased to offer a thrust bearing, split flange bottom finish roller assembly for the ramp style station. The new design provides longer service life with less downtime as long as regular maintenance is performed. To change from the design being used on your machine to the new design, the thrust washer needs to be ground for the correct fit.
In addition to the tooling a one-time, per station upgrade is required to accommodate the new tooling design. Parts consists of a new Slide, Slide Front Plate, and Seal.
Station Upgrade Package:
PMC-1001 – #317-672
INSTRUCTIONS:
With the cooling ring assembly mounted to the station, use a depth micrometer to measure the distance from the face of the cooling ring to the face of the slide. Record that dimension. (A) NOTE: Clamp ring insert and roller assembly are not mounted.
With the roller assembly mounted to the clamp ring insert (including the thrust bearing and thrust washer) together on a bench. Measure the distance from the face of the split flange to the face of the thrust washer. Record that dimension. (B)
Subtract the dimension in step 1 from the dimension in step 2. That amount plus .001” (for clearance) will be the amount to be ground from the thrust washer. (C)
EXAMPLE: (A) – (B) + .001″ = (C)
Grind (C) from the thrust washer
After installing the parts, run the machine to achieve operating temperature (approximately 1/2 hour). Cycle stop the machine and check the Roller to ensure it still rotates freely. Due to expansion rates, it may be necessary to remove an additional 0.001″– 0.002″ from the Thrust Washer/Fitting Spacer.
MAINTENANCE:
Once a week remove the bottom finish roller assembly from the station, clean the parts, inspect the parts (for damage or wear), and re-assemble. Prior to re-assembly, coat the flange with a film of grease and repack the needle bearing using Chevron Rykon EP 2 (HW-16629), Mobil Polyrex EP 2, or equivalent.